
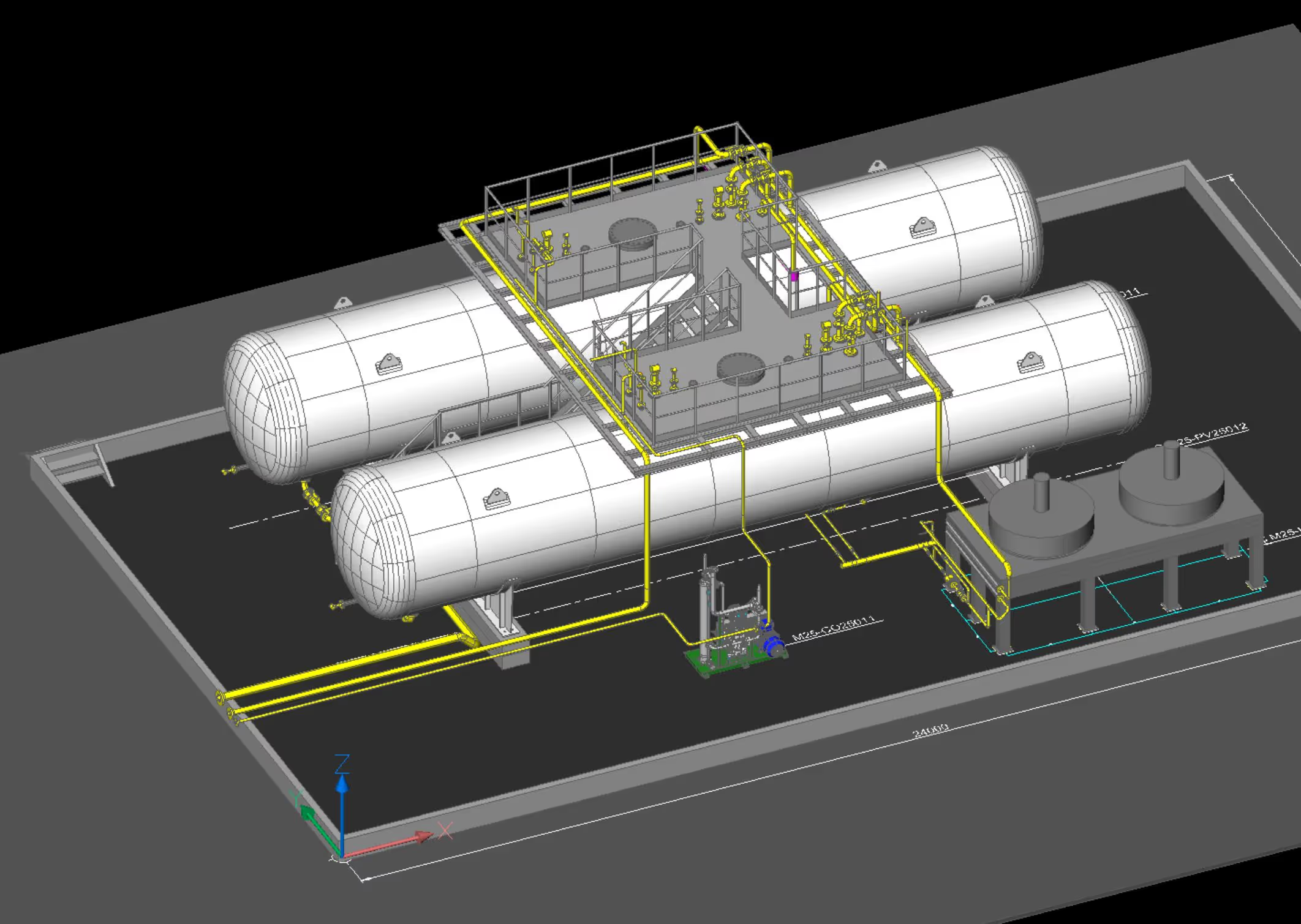
N° 2 storage bullets 110 m3 each
1500 Kg/h Anhydrous Ammonia vaporized
60 m3/h liquid Anhydrous Ammonia truck unloaded
A safe and efficient system for the storage of anhydrous ammonia was required. The existing storage tanks were not able to guarantee the necessary operating conditions (-40 to +50 °C and 29 barg) nor an optimal management of utilities and instrumentation. This limited process reliability and the continuity of supply to the production units, while increasing the risks associated with handling a highly toxic compound such as ammonia.
Two 110 m³ storage tanks were designed and supplied, equipped with temperature and pressure control systems and all the safety devices required for handling anhydrous ammonia. The plant includes a dedicated system for the unloading of anhydrous ammonia from tank trucks directly into the storage tanks, using a volumetric compressor and automated sequences designed to ensure operational stability and maximum safety. The system also guarantees continuous operation for the production of gaseous ammonia, through an air vaporizer supplying a concentration column used to produce a 12% ammonium hydroxide solution. Operational safety and the proper management of a hazardous substance were the key design drivers of this unit, ensuring reliable storage and operational continuity even under critical environmental conditions, where external temperatures make the handling of liquefied gases particularly challenging.


